")
































s7-200西門(mén)子plc運(yùn)動(dòng)控制的流漿箱系統(tǒng)設(shè)計(jì)
一、概述
流漿箱是造紙機(jī)的重要系統(tǒng)設(shè)計(jì)部分。其主要功能是產(chǎn)生穩(wěn)定的漿料流并確保紙張的均勻性。紙張形成的均勻性取決于西門(mén)子plc運(yùn)動(dòng)控制流漿箱中纖維的分散程度和流漿箱唇緣的均勻性。s7-200對(duì)于速度小于200米/分鐘的造紙機(jī),開(kāi)放式流漿箱,即自壓式流漿箱,用于控制漿料水平的總壓力;在速度超過(guò)200米/分鐘的造紙機(jī)上,通常使用氣墊。流漿箱或(半)液壓流漿箱具有總壓力,漿料水平和紙漿網(wǎng)絡(luò)速度的主要控制參數(shù)。控制總壓力的目的是獲得從流漿箱到網(wǎng)的均勻紙漿流量。并且流速,控制漿料水平的目的是獲得合適的漿料流域以減少交叉流動(dòng)和濃度變化,產(chǎn)生并保持受控的浪涌以限制纖維絮凝。
二、現(xiàn)場(chǎng)工藝要求及設(shè)備概述
1、總壓頭控制概述
通過(guò)改變P‘以穩(wěn)定H,總壓頭控制流漿箱的噴射速度,其通過(guò)精整泵的旋轉(zhuǎn)速度來(lái)調(diào)節(jié)。總壓頭的穩(wěn)定性對(duì)紙張的縱向量化有很大影響,必須予以保證。壓力控制回路工作在最佳狀態(tài)。
1)總頭部檢測(cè):壓力變送器PT-101用于檢測(cè)壓頭。物理安裝如圖
所示

2)總磁頭設(shè)置:總磁頭設(shè)置值Ps有兩種設(shè)置方法。首先,它在上位機(jī)中直接設(shè)置(設(shè)定值),并通過(guò)通訊接口發(fā)送到西門(mén)子plc。其次,網(wǎng)絡(luò)被放在上位機(jī)上。速度w和紙漿網(wǎng)速比αs,計(jì)算機(jī)根據(jù)公式Ps=K×計(jì)算總壓力值; (αs× W)2,并通過(guò)通信接口將其發(fā)送到西門(mén)子plc。
3)總磁頭控制:計(jì)算機(jī)根據(jù)總磁頭設(shè)定值,測(cè)量值和總磁頭與電平之間的耦合關(guān)系給出控制信號(hào)(4~20mA DC)。漿紗泵的速度由漿紗泵變頻器控制。如果總壓頭的實(shí)際值低于給定值,則增加定徑泵的轉(zhuǎn)速,反之亦然,減小定徑泵的轉(zhuǎn)速直到總壓頭達(dá)到設(shè)定值。 。定徑泵也可以手動(dòng)控制,也就是說(shuō),逆變器的輸出將被置于人機(jī)界面的“手動(dòng)”位置,以直接控制定徑泵的速度。
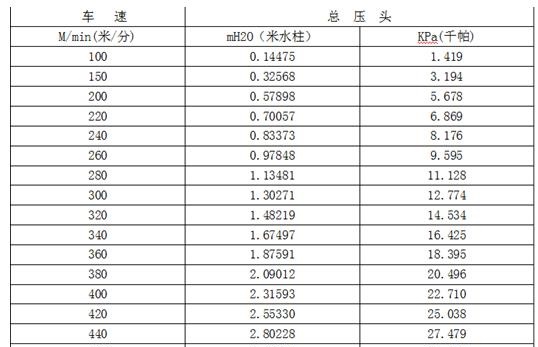
4)漿料速度/紙幅速度控制:紙張?jiān)诳v向和橫向上的成分是否一致,制漿速度與流漿箱唇緣中紙漿凈速度的關(guān)系非常接近,并且流漿箱的總壓力決定了紙漿。噴射速度為α=J/W=60√2gP/V,其中P是總壓頭,W是網(wǎng)速,α是紙漿速度網(wǎng)絡(luò)速度比。在實(shí)際使用中,由于唇口開(kāi)度,流漿箱的形狀不同,α的設(shè)定值α也不同。因此,有必要根據(jù)實(shí)際情況確定。在不控制紙漿速度比的設(shè)備上,通常通過(guò)手動(dòng)計(jì)算來(lái)計(jì)算比較表。操作員根據(jù)不同的速度手動(dòng)調(diào)整總壓頭設(shè)置。在該系統(tǒng)中,總壓力可以自動(dòng)跟隨車(chē)速變化(配備網(wǎng)絡(luò)速度輸入模塊),通過(guò)鍵盤(pán)輸入,αs值可以很容易地改變,以滿(mǎn)足過(guò)程的要求;同時(shí),給出了不同紙漿速度比的條件。總壓力 - 網(wǎng)絡(luò)速度比較表供操作員查詢(xún)。
總壓力參數(shù)表如下
2、泥漿位置控制
在雙均化輥氣墊式流漿箱中,漿液液位控制回路是總壓力控制回路中的中間連桿。在總壓力調(diào)節(jié)過(guò)程中,漿料水平將連續(xù)波動(dòng),這取決于漿料水平調(diào)節(jié)。不斷調(diào)節(jié)電路以將液位穩(wěn)定在一定高度。
1)漿料水平檢測(cè):漿料位置由差壓水平變送器LT-102檢測(cè),凸緣部分安裝在流漿箱底部的外部。

2)漿料設(shè)定:根據(jù)要求在觸摸屏設(shè)置在0.3-0.5米之間
3)漿料液位控制:根據(jù)漿料位置的設(shè)定值,漿料與總壓頭之間的測(cè)量值和耦合關(guān)系,經(jīng)過(guò)相應(yīng)的控制處理后,給出控制信號(hào)(4~20mA DC),頻率由風(fēng)扇轉(zhuǎn)換。控制羅茨鼓風(fēng)機(jī)的氣流量。如果漿料水平低,則空氣體積減小。相反,如果漿料水平高,則增加空氣體積直到液位達(dá)到設(shè)定值。風(fēng)扇速度可以采用變頻,也可以手動(dòng)操作,并且手動(dòng)確定速度。在調(diào)試期間可以使用此功能。
4)正常運(yùn)行:理想的泥漿水平調(diào)整,泥漿水平的波動(dòng)應(yīng)在允許的范圍內(nèi),以確保泥漿表面的漿液和氣泡完全溢出溢流槽,以及漿液水平調(diào)節(jié)對(duì)漿液水平的影響。總壓頭。對(duì)于最小的。
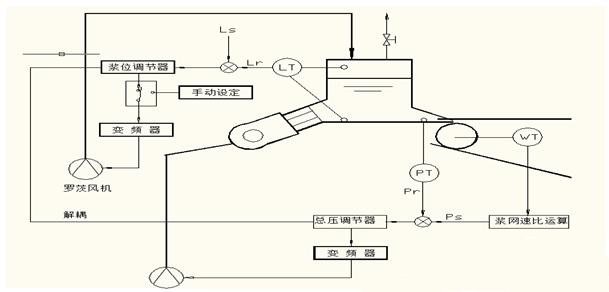
3、控制圖
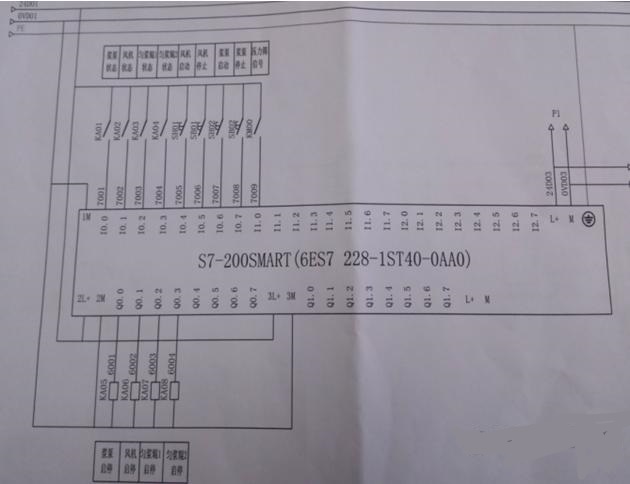
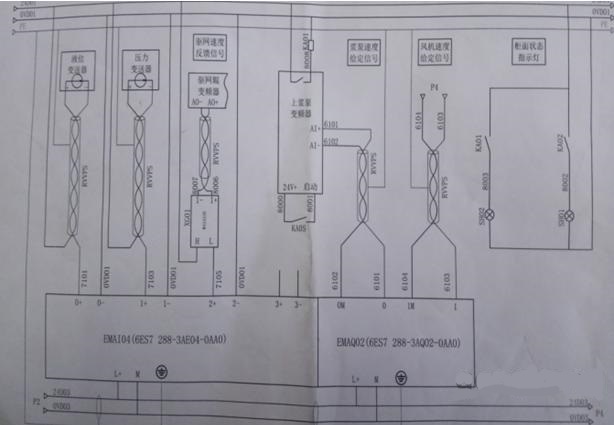
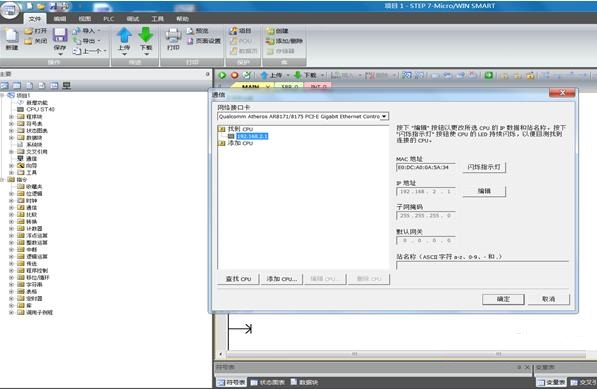
三、電氣硬件設(shè)計(jì)
根據(jù)技術(shù)協(xié)議,西門(mén)子200SMART系列PLC用于控制一臺(tái)羅茨鼓風(fēng)機(jī),一臺(tái)渣漿泵和兩臺(tái)均質(zhì)輥,共四臺(tái)電機(jī)。 (風(fēng)扇和兩個(gè)均質(zhì)輥由ENC600控制。渣漿泵的使用者必須提供操作反饋以滿(mǎn)足用戶(hù)的要求。同時(shí),必須控制流漿箱中的液位變送器和壓力變送器。此外,還保留了冗余以方便操作。圖紙如下
機(jī)柜內(nèi)的物理地圖


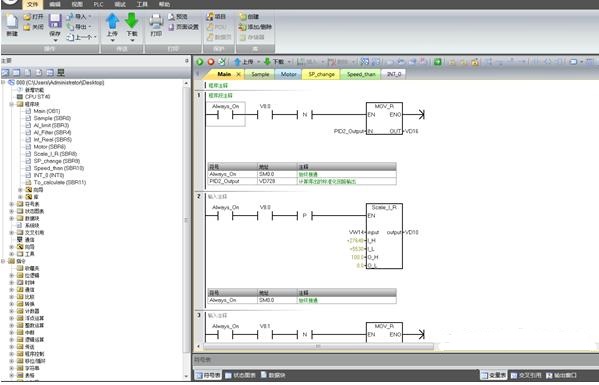
四、PLC程序設(shè)計(jì)
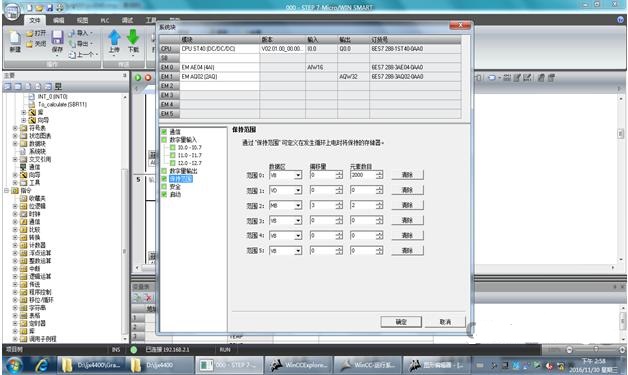
程序中的存儲(chǔ)器V具有掉電保存功能,設(shè)置以下參數(shù)
五、上位機(jī)程序設(shè)計(jì)
根據(jù)實(shí)際要求,設(shè)計(jì)操作方便的按鈕,流程圖,趨勢(shì)圖等,如下圖所示

六、現(xiàn)場(chǎng)調(diào)試
該設(shè)備中有三相電源線(xiàn)和信號(hào)線(xiàn)。系統(tǒng)穩(wěn)定性必須單獨(dú)分開(kāi),以滿(mǎn)足控制要求。
先檢測(cè)線(xiàn)路接線(xiàn)正確性,plc系統(tǒng)設(shè)計(jì)通電后,測(cè)試通訊正常;調(diào)試通道的正確性,監(jiān)測(cè)上傳信號(hào)的正確性,點(diǎn)動(dòng)啟動(dòng)電機(jī)觀(guān)察其轉(zhuǎn)向電機(jī)轉(zhuǎn)向,反饋正常;在設(shè)備啟動(dòng)前,設(shè)置合適的液位,根據(jù)速度設(shè)定總壓,先點(diǎn)擊在手動(dòng)模式下,觀(guān)察壓力水平是否正常,等待壓力,液位達(dá)到設(shè)定值,開(kāi)關(guān)到自動(dòng)模式并觀(guān)察是否有任何異常。
七、總結(jié)
本文介紹了西門(mén)子plc運(yùn)動(dòng)控制的流漿箱控制系統(tǒng),介紹了控制系統(tǒng)設(shè)計(jì),PLC程序設(shè)計(jì),PC編程等,希望能夠幫助使用SMART PLC的同行。文本中的一些內(nèi)容源自互聯(lián)網(wǎng)。如果有什么不妥,請(qǐng)海涵。如果上述方面存在任何不足之處,請(qǐng)向同行提出更多批評(píng)和指導(dǎo)。
標(biāo)題:s7-200西門(mén)子plc運(yùn)動(dòng)控制的流漿箱系統(tǒng)設(shè)計(jì) 地址:http://www.matahari.cn/gongsi/3615.html
房環(huán)境--陜西容感電氣")
子plc s7-1200的直接和間接尋址功能(2)")
量守信譽(yù)證書(shū)")
在醫(yī)療方面的plc控制系統(tǒng)")
子S7-1500智能工業(yè)平臺(tái)發(fā)布")
子plc控制柜控制系統(tǒng)原理說(shuō)明")
子plc 6ES7412-2EK06-0AB0 S7400 系列PLC的故障排除")
子6ES7 288-1SR60-0AA0PLC 維修和維護(hù)介紹")
子plc 6ES7 288-1ST20-0AA0終端功能概述")
子6ES7 288-1SR60-0AA0PLC外部數(shù)據(jù)輸入方法")
子6ES7 288-1SR40-0AA0PLC結(jié)構(gòu)和各部件的作用")
子6ES7 288-1SR20-0AA0 PLC系統(tǒng)內(nèi)部干擾")